Gas Carburizing/Liquid Carburizing Process – ICBP
Low pressure vacuum carburizing
Process
-
Formation of high tough carburizing layer with free oxides
Quenching with less distortion by high pressure gas or oil, suiting the materials
Case depth formation ensuring the high carbon concentration layer with dispersion of fine spherical carbon
Formation of case dept carburizing layer with toughness, high strength and high tempering resistance
Vacuum refining (Option of high pressure gas quenching or oil quenching)
Vacuum annealing 
High concentration carburized structure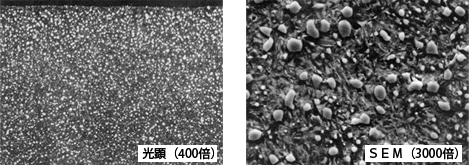 High concentration carburizing: The structure of granular carbide (FeCr)3C of 1-2μm dispersed on the martensite base is high resistance to high temperature softenization. |
| Improvement of resistance to tempering softenization | |
 |
 |
| High temperature rapid carburizing: Possible to make a short time treatment for carburizing at 950-1000℃ | |
High concentration carburized structure Less internal oxidation: No imperfect quenching (internal oxidation) and external appearance of brilliant color owing to quenching under vacuum |
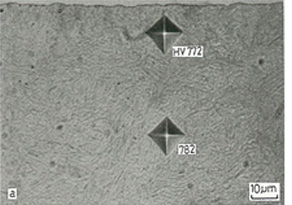 Optical microstructure of low pressure carburizing layer |
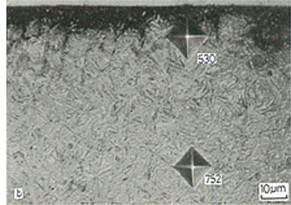 Optical microstructure of Rx gas carburizing layer |
| Microstructures of (a) INFRACARB and (b) Gascarburizing process. JIS SCM415, ECD=0.7mm | |
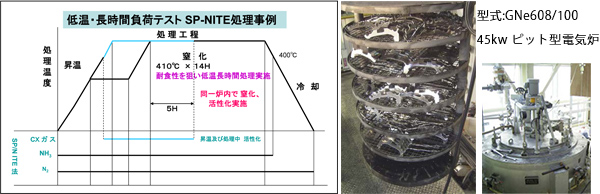
Gas Carburizing/Liquid Carburizing Process – SP-NITE
Process
Gas nitriding for high alloy steels such as austenite stainless steel, etc. and other materials being hard to treat with nitriding
Treatment obtaining both high hardness and superior ware resistance on stainless steel materials by a long-time and low temperature nitriding.
Low temperature nitriding aiming at holding the material strength.
Automatic operation of ammonium control by analyzing system.
Improvement of no oxidizing atmosphere in furnace or vacuum evacuation or nitrogen purging before treatment.
Cleaning of exhaust gas by gas resolving furnace
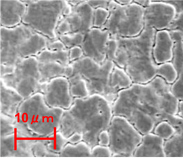
Comparison of cross sections structure between SP-NITE Treatment and conventional treatment
- Conventional treatment
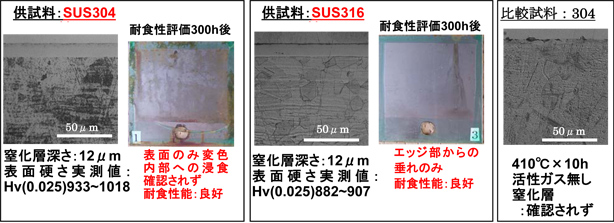
SUS304
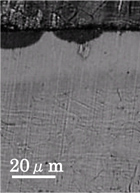
580℃x3h
Without active gas
Uneven nitrided layerSUH35

580℃x3h
Without active gas
Uneven nitrided layer - SP-NITE treatment
SUS304
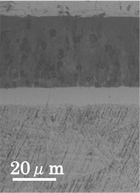
580℃x30min
Nitrided layer:Uniformity40μ
Hv(0.05)1340SUH35

580℃x30min
Nitrided layer:Uniformity27μ
Hv(0.1)1300
Activation of parts by hydro carbon gas (CX gas) in the same furnace
Automatic process control by inputting the treatment pattern
High strong, high wear resistant SP layer on SUS material
Activity of parts by hydro carbon gas (CX gas) in the same furnace
Automatic process control by input of treatment pattern
External appearance before and after low temperature nitriding treatment
-

SUS304 -

SUS316
Surface observation before and after low temperature nitriding treatment, SEM
-
SUS304 Not treated -
SUS304 SP-NITE(430℃) -
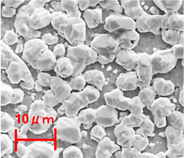
SUS304 ISONITE TF(580℃)
Surface roughness before and after low temperature nitriding treatment
Performance test on sample treated with low temperature nitriding process
(surface hardness, cross section structure, wear resistance evaluation)